今までの研究で,可撤式クラウン・ブリッジの外冠に永久磁石である白金鉄系磁石合金を,内冠に磁性ステンレス鋼をそれぞれ歯科鋳造により製作し,両者間に働く吸引力により維持するという新しい補綴物の開発を行い,実用化の可能性があることを示してきた.しかしながら鋳造加工では,鋳造欠陥や磁気特性低下などの問題が残されている.そこで白金鉄系磁石合金と磁性ステンレス鋼を機械加工できれば,鋳造加工に起因する諸問題を解決する事ができると考えられる.
そこで本研究では,白金鉄系磁石合金と磁性ステンレス鋼を機械加工して補綴物を製作することを目指し,今回はまず,これらの磁性合金の研削性を調べ,従来の歯科鋳造用合金と比較した.
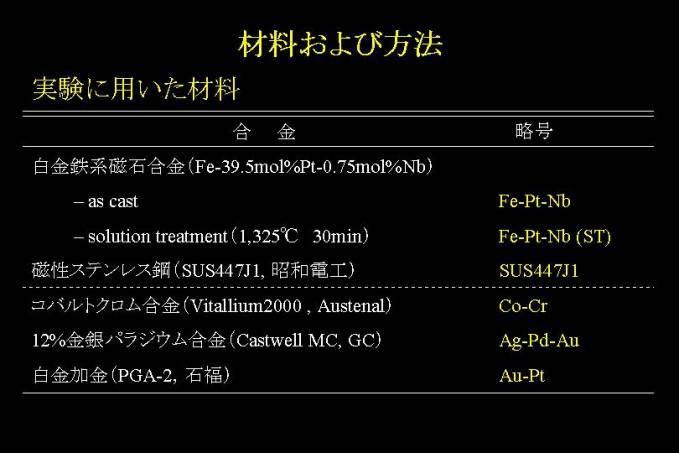
今回の実験に用いた材料を図1に示す.
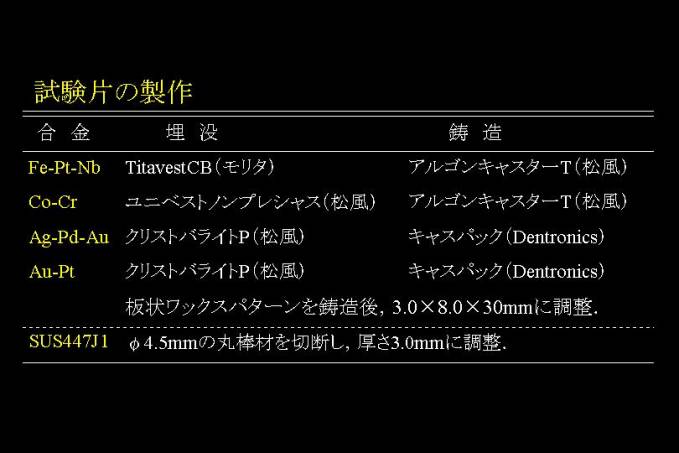
試験片の製作方法を図2に示す.メーカー指示に従い加熱後、鋳造した.
実験方法を図3に示す.カーボランダムホイールは各試験毎に交換し,研削量は試験片質量の減少から体積に換算して求めた.結果はANOVA (α=0.05)で有意差検定を行い,磁性合金と従来の歯科鋳造用合金を比較した.
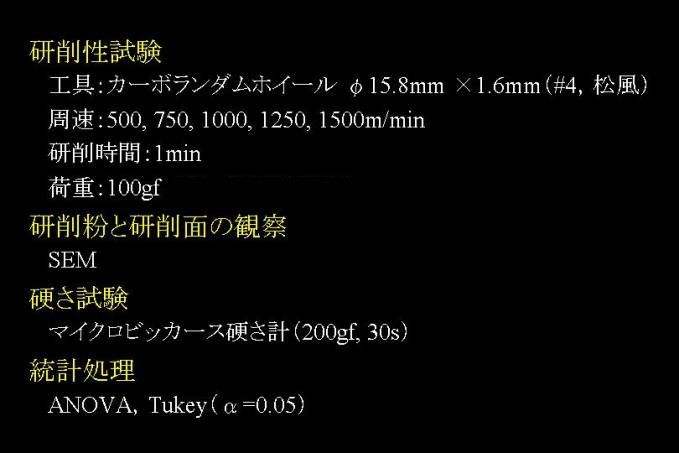
図4に,研削性試験によって求めた各合金の研削量を示す.今回行った研削条件では白金鉄の研削量は低速において,従来の歯科用合金と同程度であったまた,溶体化白金鉄の研削量はas castと比較して全ての速度で研削性が向上した.磁性ステンレス鋼は,低速においては,他の合金と比較して最も優れた研削性を示した.なお,今回行った研削条件では,いずれの組成・速度においてもホイールの寸法・重さの変化はほとんどなかった.
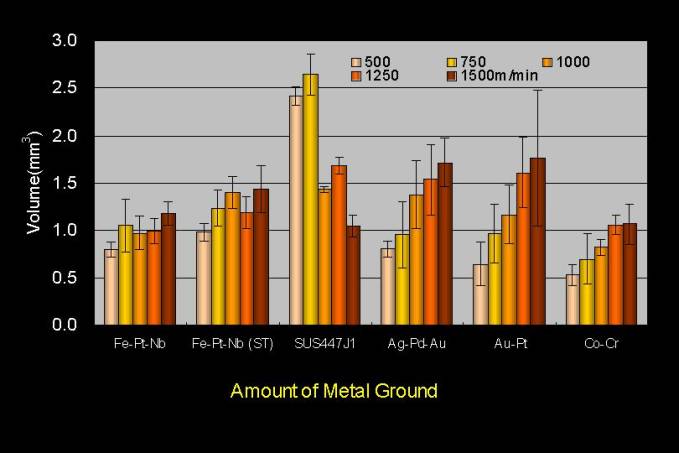
図5に硬さ試験の結果を示す.白金鉄は今回実験に用いた合金の中でもっとも硬く,磁性ステンレス鋼は最も低い値を示した.溶体化白金鉄は白金鉄と比べ,1/2程度の硬さとなり,従来の歯科鋳造用合金と同程度になった.
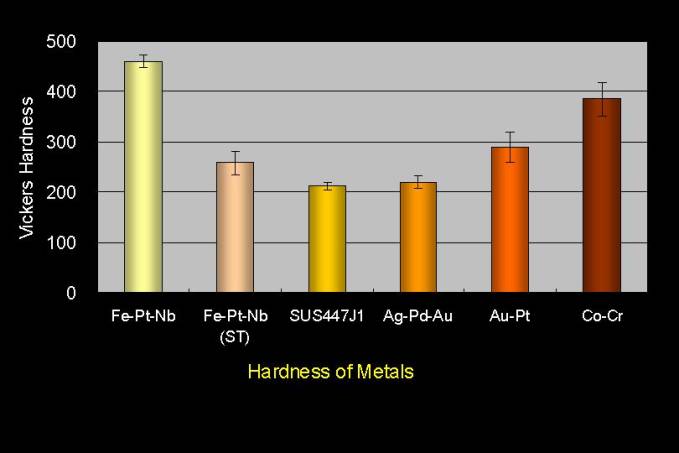
図6に磁性合金の研削面の状態を示す.溶体化白金鉄の高速時の研削面は黒く変色している部分が見受けられる.これは研削時の熱による影響が考えられる.磁性ステンレス鋼においては,速度が500m/minから1500m/minに増加すると研削量が約1/2になったが,研削面では明確な違いはなかった.
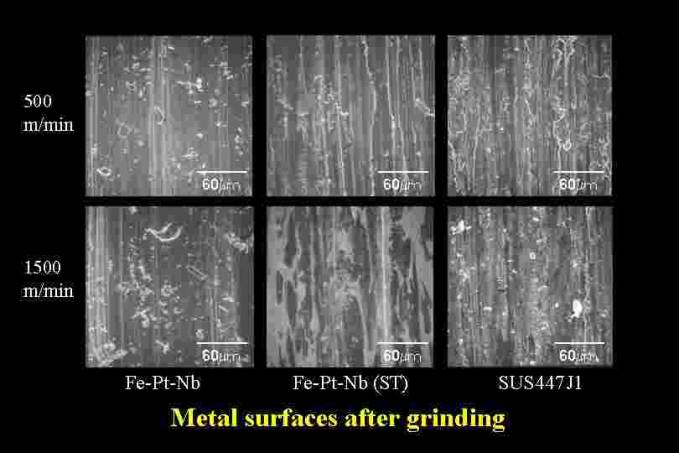
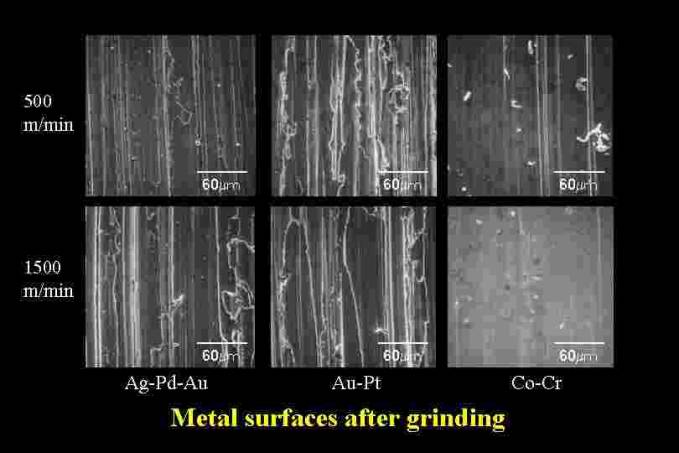
図7に従来の歯科鋳造用合金の研削面を示す.コバルトクロム合金は他の合金と比べて切り込みの溝が浅いのがわかる.
今回の研削条件において分かったことをまとめると次のようになる.
今後は磁性合金の切削性についても検討していきたいと思っている.
演者への連絡先
質疑応答
[0001] 木内陽介 (徳島大学工学部 ) Yohsuke Kinouchi (Faculty of Engineering,
The University of Tokushima ) kinouchi@ee.tokushima-u.ac.jp
白金鉄系磁石合金を研削した場合、特に研削面の磁気特性が変化する可能性は
あるのでしょうか?」 注:事務局の手違いにより木内先生からの質問が記録から削除されたため、この質問は、事務局で掲載させて頂きました。
--- Tue Feb 12 19:24:26 2002
[0002] 林 栄成 (東北大学 咬合機能再建学分野
) Eisei Hayashi (Division of Fixed Prosthodontics,
Department of Oral Rehabilitation and Materials
Science, Graduate School of Dentistry, Tohoku
University ) eisei@mail.cc.tohoku.ac.jp 木内先生ご質問ありがとうございます.
白金鉄系磁石合金を研削した場合,研削面における磁気特性が変化する可能性に
ついてですが,先生のご指摘のとおり,研削時の熱等により磁気特性が変化する
可能性はあります.しかしながら,研削後の磁気特性を実際に計測していませんので
現時点ではまだ分かりません. --- Fri Feb
15 18:24:26 2002
[0003] 水谷 紘 (東京医科歯科大学大学院 摂食機能構築学分野
) Hiroshi Mizutani (Graduate School Tokyo
medical and Dental Univ. Section of Removable
Prosthodontics ) mztn.rpro@tmd.ac.jp 本実験は,白金鉄系磁石合金と磁性ステンレス鋼を,鋳造でなく機械加工により補綴物を製作する事を目的としているとのことでありますが,以下4つの質問があります
1.工具にカーボランダムホイールを使用していますがこれは出来上がった補綴物の研削を考慮しての事でしょうか
2.硬さを調べれば研削性はおのずと分かると思われますが両者の関係は?
3,他の合金と異なり磁性ステンレス鋼は,工具の速度が500m/minから1500m/minに増加すると研削量が約1/2になったとありますが,注水するなり冷却すればデータが大きく違ってくると思われますがいかがでしょう
4.研削性が優れているとか向上したという表現は「より良いとか好ましい」という意味合いが含まれます.研削性が高いとか低いという表現の方が適切と思われますがいかがでしょう
--- Mon Feb 18 13:11:43 2002
[0004] 林 栄成 (東北大学 咬合機能再建学分野
) Eisei Hayashi (Division of Fixed Prosthodontics,
Department of Oral Rehabilitation and Materials
Science, Graduate School of Dentistry, Tohoku
University ) eisei@mail.cc.tohoku.ac.jp 水谷先生,ご質問ありがとうございます.
順にお答えします. 1.本研究は,白金鉄系磁石合金による補綴物を主に
切削加工により製作することを最終的な目的としていますが,
今回は実験がより簡便であるという理由で研削試験を行いました.
今後,研削試験の結果をふまえた上で,切削試験を行いたいと考えています.
2.硬さは研削性の目安にはなりますが,硬い方が研削性が良いという例も
ありますので,一概には言えないと考えられます.
3.今回は研削粉を回収する都合もあって,ドライで研削を行いましたが,
ご指摘のとおり,注水や冷却によってデータが変わってくる可能性は
あると思われます. 4.白金鉄系磁石合金が溶体化処理によって研削性が「向上した」というのは,
処理前のas castに「比べて高くなった」,といことでご理解ください.
「優れている」という表現も,相対的な意味で使いましたが,
ご指摘のように「非常に削りやすい」という意味にもとれますので,
今後表現方法を検討したいと思います. ---
Wed Feb 20 15:48:38 2002
[0005] 渡辺 郁哉 (ベーラー歯科大学生体材料学講座
) Ikuya Watanabe (Dept. of Biomaterials Science,
Baylor College of Dentistry, Texas A&M
University System Health Science Center )
iwatanabe@tambcd.edu 1.鉄-白金磁石合金の試験片の条件にas-castと溶体化処理(ST)はありますが、着磁前の時効処理後の切削性が含まれていません。時効処理後の切削性はas-castの切削性と同じと考えてよろしいのでしょうか
2.水谷先生の質問2に関係する質問ですが、金属の切削性は硬さ(Hardness)だけで決まるのではなく、その金属の機械的特性[Strength
(Tensile, Shear, Yield, etc), Modulus of
elasticity, elongation]や熱伝導率、切削器具の種類及びその特性など様々な要因で変わるものと考えています。今回使用されているカーボンランダムホイールの切削性は切削方式(Grinding)よりCAD/CAMや歯科用高速切削(タービン)用ダイヤモンドポイントと同じ傾向を示すものと予想されます。一方、CAD/CAMやタービン用タングステンカーバイドバーはCutting
(Shearing)のmotionで硬さの影響が大変大きく、As-cast後、または時効処理後の鉄-白金磁石合金の切削性が低下するのではないかと考えられます。鉄-白金磁石合金の各熱処理後の機械的特性はどのようなものでしょうか
--- Thu Feb 21 12:56:55 2002
[0006] 林 栄成 (東北大学 咬合機能再建学分野
) Eisei Hayashi (Division of Fixed Prosthodontics,
Department of Oral Rehabilitation and Materials
Science, Graduate School of Dentistry, Tohoku
University ) eisei@mail.cc.tohoku.ac.jp 渡辺先生,ご質問ありがとうございます.
順にお答えします. 1.今回は時効硬化後の研削性については発表できませんでしたが,
今後実験を行う予定ですので,別の機会に報告させていただきたいと思います.
2.機械加工性には硬さ以外にもご指摘のような様々な機械的性質が
関係していると思われます.それらにつきましても現在検討中です.
--- Fri Feb 22 13:50:39 2002